
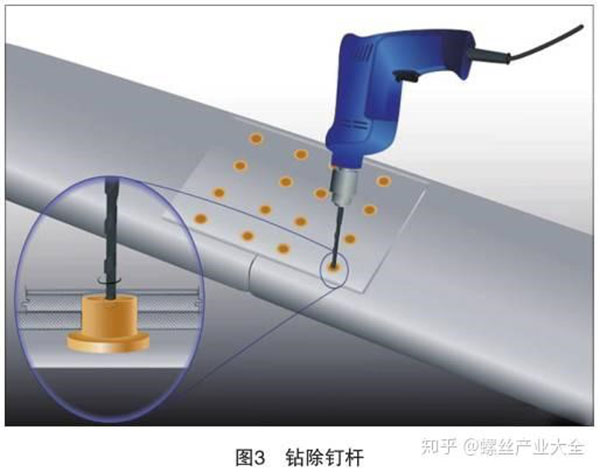
Працэс клёпкі патрабуе высокай дакладнасці, асабліва кантроль дэфармацыі падчаспрацэс знітоўкіз'яўляецца ключом да працэсу знітоўкі.

Працэс заклёпвання падобны на працэс свабоднай кавання, па сутнасці, гэта працэс фарміравання галоўкі заклёпкі пад дзеяннем знешніх сіл, які ўяўляе сабой працэс выкарыстання ціску заклёпвання для памяншэння вышыні стрыжня шпількі і павелічэння дыяметра каб сфармаваць галоўку заклёпкі.
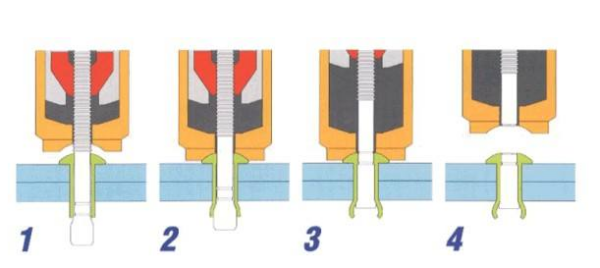
З-за знешніх сіл заклёпка падвяргаецца пластычнай дэфармацыі, у выніку чаго стрыжань заклёпкі пашыраецца і патаўшчаецца.Гэта пашырэнне аказвае ціск на адтуліну, прымушаючы яе пашырацца.Працэс фарміравання галоўкі заклёпкі аказвае значны ўплыў на дэфармацыю заклёпванняў і характарыстыкі стомленасці заклёпвальнай канструкцыіпасля завяршэння клёпкі.
Была прааналізавана тэндэнцыя плыні металу ў працэсе заклёпвання галоўкі заклёпкі: калі верхняя і ніжняя заклёпвальныя плашкі былі цвёрдымі целамі, верхняя плашчак прыкладвала сілу заклёпвання F да нарыхтоўкі галоўкі заклёпкі падчас працэсу заклёпвання, і была сіла трэння f паміж верхнімі і ніжнія плашчакі і кантактная паверхня нарыхтоўкі галоўкі заклёпкі, то вышыня нарыхтоўкі будзе скарочаная, а папярочнае патаўшчэнне павялічыцца пад дзеяннем ціску і сілы трэння заклёпвання Ram, а аб'ём сярэдняй часткі нарыхтоўкі будзе павялічвацца хутчэй, чым канец нарыхтоўкі ў працэсе фарміравання галоўкі заклёпкі, Гэта эфект трэння, утвараючы форму таліі барабана.
 Такім чынам, калі папярочны разрэз загатоўкі выкарыстоўваецца для прадстаўлення напрамку патоку часціц металу, то гэта паток выпраменьвання часціц металу ад цэнтра папярочнага сячэння да навакольных абласцей.Закон мінімальнага супраціву можа быць ужыты для аналізу карціны плыні часціц пры металапластычнай фармоўцы.Пры пластычным фармаванні, калі ёсць некалькі магчымых кірункаў руху часціц металу, яны рухаюцца ў напрамку мінімальнага супраціву.
Такім чынам, калі папярочны разрэз загатоўкі выкарыстоўваецца для прадстаўлення напрамку патоку часціц металу, то гэта паток выпраменьвання часціц металу ад цэнтра папярочнага сячэння да навакольных абласцей.Закон мінімальнага супраціву можа быць ужыты для аналізу карціны плыні часціц пры металапластычнай фармоўцы.Пры пластычным фармаванні, калі ёсць некалькі магчымых кірункаў руху часціц металу, яны рухаюцца ў напрамку мінімальнага супраціву.
Калі сіла трэння верхняй плашкі, якая дзейнічае на тарцы нарыхтоўкі, роўная f, таму што супраціўленне трэнню часціц на паверхні кантакту, якія цякуць на Свабодную паверхню, прапарцыйна адлегласці паміж часціцамі і Свабоднай паверхняй, карацейшая чым адлегласць ад свабоднай мяжы, тым меншы супраціў, і часціцы металу павінны цячы ў гэтым кірунку.
Час публікацыі: 12 ліпеня 2023 г